Welcome to our MSCI !
Call us 8:00am - 7:00pm
+966 3 340 0962
sunday to Friday
8:00am - 7:00pm
E-mail us
info@metal-serv.com

Sand Blasting
Sandblasting and grit blasting are surface preparation techniques used to clean, smooth, and roughen surfaces before applying coatings, paints, or other treatments. Here are some needs and benefits of these processes:
Need for Sandblasting/Grit Blasting:
- 1. Surface Cleaning: Remove dirt, grime, rust, and old coatings.
- 2. Surface Roughening: Create a rough texture for better adhesion of new coatings.
- 3. Remove Corrosion: Eliminate rust and corrosion to prevent further damage.
- 4. Smooth Surfaces: Even out surfaces for uniform coating application.
Benefits:
- 1. Improved Coating Adhesion: Ensures strong bonding between surface and coating.
- 2. Increased Durability: Extends lifespan of coatings and surfaces.
- 3. Enhanced Appearance: Smooth, even finish for aesthetic appeal.
- 4. Prevents Corrosion: Removes corrosion sources, preventing future damage.
Key differences:
- - Sandblasting: Uses sand or silica particles, often for delicate or intricate surfaces.
- - Grit Blasting: Uses harder grit particles (e.g., alumina, silicon carbide), for heavier-duty applications.-
Surface Preparation Services
- - Sandblasting: Our sandblasting process uses high-pressure air streams to propel sand particles onto surfaces, removing dirt, grime, and old coatings. Ideal for delicate or intricate surfaces.
- - Grit Blasting: Our grit blasting process uses harder grit particles to remove corrosion, rust, and old coatings from heavier-duty surfaces. Perfect for industrial applications.
Benefits of Surface Preparation
- - Ensures strong coating adhesion
- - Extends lifespan of coatings and surfaces
- - Enhances appearance with smooth finishes
- - Prevents corrosion and future damage
Applications
- - Metal fabrication
- - Industrial maintenance
- - Automotive restoration
- - Marine vessel maintenance
- - Construction projects
Why Choose Our Services?
- - Experienced technicians
- - State-of-the-art equipment
- - Attention to detail
- - Competitive pricing

Grinding
Grinding is the process of removing metal by the application of abrasives which are bonded to form a rotating wheel. When the moving abrasive particles contact the workpiece, they act as tiny cutting tools, each particle cutting a tiny chip from the workpiece. It is a common error to believe that grinding abrasive wheels remove material by a rubbing action; actually, the process is as much a cutting action as drilling, milling, and Lathe turning.
The grinding machine supports and rotates the grinding abrasive wheel and often supports and positions the workpiece in proper relation to the wheel. The grinding machine is used for roughing and finishing flat, cylindrical, and conical surfaces; finishing internal cylinders or bores; forming and sharpening cutting tools; snagging or removing rough projections from castings and stampings; and cleaning, polishing, and buffing surfaces. Once strictly finishing machines, modem production grinding machines are used for complete roughing and finishing of certain classes of work.
STEPS IN GRINDING PROCESS
The Industrial Revolution, which took place from the 18th to 19th centuries, was a period during which predominantly agrarian, rural societies in Europe and America became industrial.
- Check the work for size to make sure grinding stock has been allowed, and the same time note any tapering of the work.
- Inspect the work centers to see that they are clean and true. Select machine centers of suitable diameters to fill the work’s centers properly. The footstock center should be cut away enough to permit the grinding wheel to clear the end of the work; a center of this type is known as an one-half-full, or a three quarter full, centre.
- Attach the grinding dog on the end of the job, making sure that the dog does not damage such part of the work as threads and keyways; then lubricate the machine centers.
- Set the table traverse for the length of the work, allowing for overrun of the end and the space occupied by the grinder dog.
- If necessary, mount the steady rests and adjust the shoes to the work.
- Dress the grinding wheel, passing the diamond across the wheel-face quickly to make the wheel fast cutting. Set the work speed at the correct surface speed in feet per minute. Plungecut grinding
- Feed the wheel to the Work by hand and take a light cut, noting, that the wheel starts to cut approximately at the high point of the work.
- Check the work for size and taper and-make any table adjustments necessary to ensure that the work will be straight.
- Rough grind the job to the rough size. If several pieces are to be done, set the S top on the ratchet and proceeds as before, roughing the balance of the pieces.
- After the pieces have been roughed out, place the dog on the rough-ground end of the work and grind the unfinished end. If this end is shorter than the width of the wheel face, it may be plunge-cut ground. Make sure that the grinding, wheel is kept sharp and clean by frequent dressing.
- To finish-grind, set the machine for fast work speed and slow traverse and dress the wheel by passing the diamond slowly across the wheel face.
- Insert the piece to be finish-ground and take alight trial cut. Check it for size and make any corrections necessary for removal of taper” if steady rests are used, keep them adjusts to the work.
- After the first piece has been ground to finished size, reset the stop on the feed ratchet so that the in feed will produce the required size and. then set the shoes ‘ on the steady rests for the finished diameter.
- Finish-grind the remaining pieces. This outline pertains to grinding a plain cylinder. If the work to be ground has shoulders; keyways, or slots, some deviations from the outline must be made, If the work to be ground has a keyway, open at each end, or spines, and steady rests are to be used, the slot must be filled with key stock or other suitable material to prevent the steady-rest shoes from catching on the work
- - Maximum grinding length: [5metre]
- - Maximum grinding diameter: [15inch ]
- - Accuracy: highly Accuracy machines
- - Cylindrical grinding of Tungston carbide, steel, stainless steel, and other materials
- - Precision grinding of, mandrels, shafts, axles, and other cylindrical parts
- - Surface finishing and polishing
- - Grinding of complex shapes and profiles
- - High-volume production grinding
- - Custom grinding solutions for specific industries (e.g., aerospace,oil and Gas,
- - Integrated measuring systems for quality control
- - Optional accessories (e.g., balancing systems, loading/unloading systems)
Machine Specs:
Work Details:
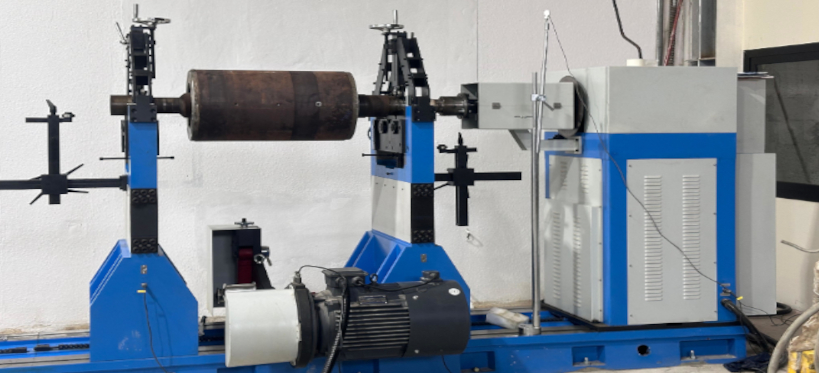
BALANCING
The process of reducing the unbalance of a rotor to within a specified tolerance value is called balancing. In common use, the term can also mean to check if the rotor is having an unbalance within the specified tolerance. Depending on the application, the unbalance on the rotor can be either corrected or the rotor rejected.
Broadly, a balancing machine is a measuring machine designed to tell the operator where masses have to be added or removed on a rotor to bring an unbalanced rotor to within a specified balancing tolerance.
In general, the balancing machine is equipped with a stand or bed. The rotor supports where the component is mounted is fixed on this stand/bed. A drive arrangement to spin the job at a pre determined speed is provided. RPM sensors are used to measure the rotating speed. Vibration sensors are used to measure the vibration signals from the component. A measurement, processing and displaying system processes and convert this sensor data to human readable unbalance results.
Modern balancing machines are usually computerized balancing machines wherein the indication of the unbalance location is shown on a PC. Balancing machines may come with options of either automatic or manual unbalance correction depending on the cost and productivity considerations.
Technical parameters
| Specifications | Parameters |
|---|---|
| Max. Weight of Workpiece(kg) | 10000 |
| Max. Diameter of Workpiece(mm) | 2400 |
| Distance from coupling flange of Drive shaft to center of the farthest bearing(mm) | 4000 |
| Distance between two bearing Pedestals(mm) | Min.320(Universal joint drive)750-3750(Belt drive) |
| Machine bed length(mm) | 5.5m(3m+2.5m) |
| Journal Diameter(mm) | 60-400 |
| Belt Diameter(mm) | 50-1000 |
| Rotational speed when the diameter of operating transmission is 100mm(r/min) | 795,1853 + Stepless speed regulation |
| Spindle speed(r/min) | 133,255,396,634,970+stepless speed regulation |
| Univeresal Coupling Torque(N.m) | 2250 |
| Motor Power (KW) | 22 variable frequency(Lathe head motor)15 variable frequency (Drive parts motor) |

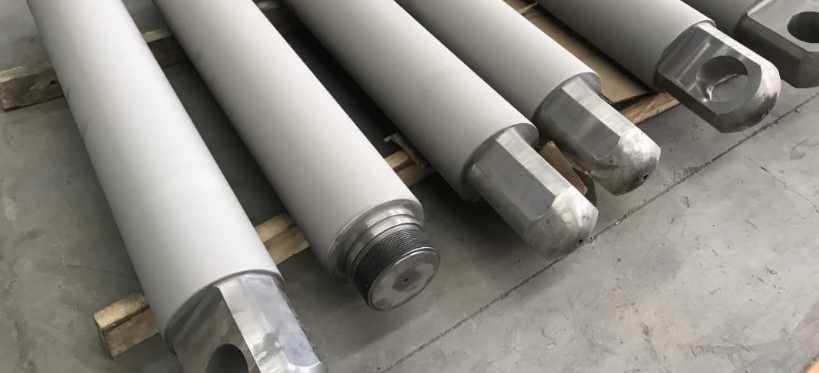
Lathe
We provide the following services to meet the varied demand of our customers from our machine shop
Our Lathe services
- * Precision machining of Oilfield Tools and other tools as per customer requirements.
- * Refurbishment & Precision Machining of Pump parts like Shafts, Impeller, Bushes, Couplings etc.
- * Repair of Pump casings and Motor Covers.
- * Machining & coating of Bushes with Ceramic, Tungsten Carbide, Inconel etc.
- * Repair or extraction of seized tools.
- * Repair and Refurbishment of Drill Pipe Handling Tools.
- * Repair and Refurbishment of Propellers. And Jar parts and other oil field components (HVOF Coating)
- * Machining of Propller Shafts & Rudder Shafts.
- * Bevelling of Pipes
- * Precision Machining of Components.
- * Repair of Hydraulic Units & Plant Equipments.
- * Straighten ing of Shafts and Hydraulic Pipes.
- * Machining of Irregular Shapes, Spherical Shapes Etc.
- * Repair and Refurbishment of Single and Multistage Pumps.
- * Tool Room Machining Jobs for Jigs & Fixtures.
HVOF COATING
What is HVOF Thermal Coating?
- A thermal spraying process that uses a high-velocity flame to melt and deposit materials onto a surface
- Produces dense, hard coatings with excellent wear resistance
Benefits:
- - High bond strength
- - Low porosity
- - High hardness
- - Resistance to wear, corrosion, and erosion
- - Can be used on various materials, including metals,and ceramics,
Get in Touch
You will find yourself working in a true partnership that results in an incredible experience, and an end product that is the best.
Call us on
+966 3 340 0962
Email us
support@gmail.com